- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

读懂Lab值,才算真正看懂颜色 ——工程塑料色差管控的三个核心参数
“色差仪报告上ΔE=2.1,到底算不算合格?”
“客户说Lab值不对,可我看上去颜色差不多啊?”
这是我们在技术服务中每天都会被问到的问题。在工程塑料行业,色差早已不是“肉眼说了算”的时代。无论是汽车内饰件、3C电子外壳,还是工业结构件,客户几乎都会附带一份《色差标准》,上面赫然写着:ΔE≤0.5,且L、a、b值需在允许公差范围内。
那么,L、a、b究竟是什么?为什么比肉眼判断更可靠?今天,我们就用工程塑料生产的语言,把这三个字母讲清楚。
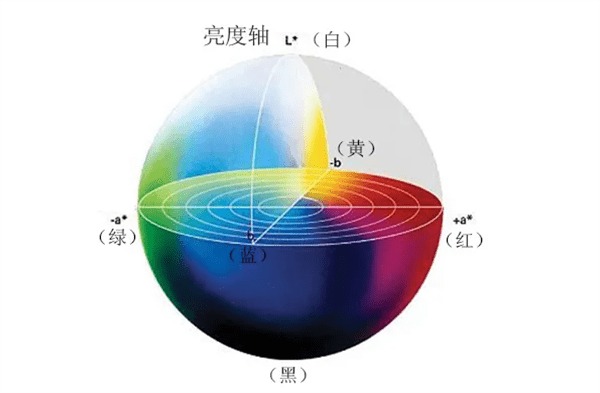
一、颜色的“坐标系”:Lab色空间
想象一下,如果你要在地图上精确定位一个地点,需要经度、纬度和海拔。Lab色空间就是颜色的“三维坐标系统”。
这个系统由国际照明委员会(CIE)于1976年确立,至今仍是全球颜色测量的黄金标准。任何一个颜色,都能在这个三维空间里找到一个唯一的坐标点(L, a, b)。
L值(明度):范围0-100。L=100为纯白,L=0为纯黑。在工程塑料中,黑色制件泛灰、白色制件发黄,本质上都是L值发生了变化。
a值(红绿色相):正值偏红,负值偏绿。原本应正红的阻燃ABS变成“发暗的砖红色”,大概率是a值出了问题。
b值(黄蓝色相):正值偏黄,负值偏蓝。b值是最“敏感”的参数——PBT、PC、尼龙等材料在高温加工时极易黄变,b值正向漂移,制品肉眼可见地“发黄”。
二、三个数字,对应三种常见“色差病”
在车间现场,我们通过Lab值的变化快速判断问题根源:
1. L值偏差大——优先检查材料状态和成型工艺。
L值偏高(发白):可能模具温度偏低,或色母中钛白粉不足。
L值偏低(发暗):可能材料降解(高温时间过长),或模具排气不良。
2. a值偏差大——优先检查材料配方。
a值向正漂移(偏红):多见于阻燃材料,阻燃剂高温分解导致色粉变色。
3. b值偏差大——优先检查干燥条件和注塑温度。
b值向正漂移(偏黄):最常见原因是干燥过度或料温过高。尼龙材料尤其敏感,b值漂移0.5,肉眼即可看出“泛黄”。
三、ΔE是什么?为什么不能只看ΔE?
ΔE是L、a、b三个维度偏差的综合值,计算公式为:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
它用一个数字概括“总色差”,方便快速判断。但问题在于:ΔE相同,颜色的“差法”可能完全不同。
例如:
情况A:ΔL=1.0,Δa=0,Δb=0 → ΔE=1.0(只是稍微偏白)
情况B:ΔL=0.6,Δa=0.6,Δb=0.6 → ΔE≈1.04(三个方向都有偏移)
两者ΔE几乎一样,但情况B的色差更“复杂”,肉眼下显得更“脏”。因此,专业色差管控必须同时看ΔE和分项公差。汽车内饰件常见标准为:ΔE<1.0,且|ΔL|<0.5,|Δa|<0.5,|Δb|<0.5。
四、色差从哪来?四个常见源头
根据我们多年服务客户的经验,色差根源主要集中在这四个方面:
1. 材料批次波动——不同批次的工程塑料,其底色可能存在细微差异。即使同一牌号,POM的批次间b值波动0.3-0.5并不罕见。
2. 干燥工艺失控——尼龙、PET、PC等材料对水分敏感,干燥不足或过度都会引发黄变。曾有一案例:操作工将干燥温度从80℃调至100℃,导致b值从1.2飙升至2.8,整批报废。
3. 注塑工艺漂移——背压、螺杆转速、注射速度、模具温度等参数的微小变化,都会改变熔体流动和结晶状态,影响颜色表现。玻纤增强材料尤为明显。
4. 检测环境差异——不同色差仪、光源条件、测量口径,甚至操作者的按压力度,都会影响读数。客户与供应商必须约定统一的检测标准(如D65光源、10°观察角)。
五、结语:颜色,是可以被“管理”的
在工程塑料领域,颜色早已不是玄学。L、a、b这三个数字,把主观的“我觉得颜色不对”,变成了客观的“L值超差0.6,b值超差0.8”。而理解色差的四个源头,则能帮助我们在问题发生前做好预防。